What is an ABA Blown Film Machine and How Does it Work?
An aba blown film machine is a key player in the packaging industry. This machine creates high-quality blown films using three layers, enhancing strength and versatility. The design allows for the outer layers to be made from materials that offer protection, while the inner layer provides barrier properties.
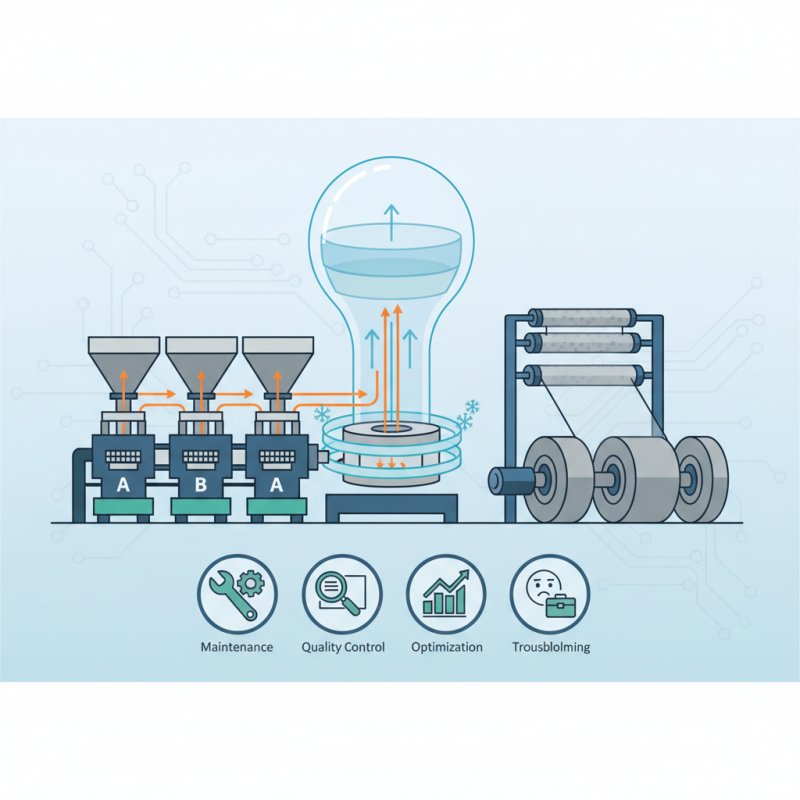
The process begins with resin feeding into the extruder. The melted polymer then flows through a die, forming a bubble that expands as air is blown into it. The chilling system cools the film, ensuring optimal thickness. Operators must monitor the machine closely to prevent defects. They must also adjust settings for different materials, which can be challenging.
Not every run is perfect. Issues like wrinkling or uneven thickness can occur. These challenges highlight the importance of skilled operation and regular maintenance. Knowing how to troubleshoot and adjust settings is essential for producing quality films. An aba blown film machine can be a great asset when used correctly, but it demands attention and care.
What is an ABA Blown Film Machine and Its Key Components
An ABA Blown Film Machine is essential in the film production industry. This machine layers three components: an outer A layer, a B layer, and another A layer. The A layers often consist of materials like polyethylene, offering strength and durability. The B layer typically uses recycled materials, providing an eco-friendly aspect, reducing waste significantly. According to industry reports, the global market for blown film machines is expected to grow steadily, driven by enhanced packaging solutions.
Key components of the ABA Blown Film Machine include the extruder, die head, and cooling system. The extruder melts raw materials at high temperatures, pushing them through the die. The die shapes the plastic into a tube that expands as air is blown into it. The cooling system then solidifies the film to the desired thickness. An inefficient cooling process can lead to defects, impacting film quality. Reports indicate that improper cooling can result in a 10% decrease in product performance.
Maintaining the right balance among these components is crucial. A flaw in one part can disrupt the entire operation, causing delays. Regular maintenance and adjustments are vital, but not always prioritized sufficiently. Many operators overlook this, which financial reports note can lead to increased operational costs by as much as 15%. Understanding these intricacies helps elevate film production quality.
Monthly Production Output of ABA Blown Film Machine
The Working Principle of ABA Blown Film Machinery Explained
ABA blown film machines are essential in the plastic manufacturing industry. They produce multi-layer films using three extruders: one for the inner layer and two for the outer layers. The twin structure enhances durability and barrier properties. This technology produces films that are strong yet flexible.
The working principle involves melting plastic pellets. The material is fed into the extruder, where it is heated to create a molten state. Air is then introduced into the molten film, causing it to expand. This is known as the bubble formation phase. Operators must monitor temperature and pressure closely. Any inconsistency can lead to defects.
As the film cools, it solidifies and is pulled upwards by rollers. These rollers help control the thickness of the film. Occasionally, operators face challenges ensuring uniformity across layers. A small change in input can lead to significant variations in thickness. Quality control remains a crucial area for improvement in the process. Each step requires precision and attention.
Advantages of ABA Blown Film Technology Versus Other Methods
ABA blown film technology stands out for its unique design and efficiency. It utilizes three layers of materials, improving strength and flexibility. The outer layers typically consist of polyethylene, ensuring durability. The inner layer often uses a different resin, enhancing barrier properties. This combination allows the film to be lightweight yet robust.
One major advantage of ABA technology is cost-effectiveness. The use of less expensive materials for the outer layers reduces production costs. Additionally, the three-layer structure can lead to better performance compared to single or two-layer films. However, some might argue that not all applications require such complexity and could benefit from simpler methods. This raises questions about when to choose ABA versus more straightforward solutions.
Environmental impact is another consideration. ABA films can be designed to be recyclable, addressing sustainability concerns. However, the reliance on plastics still poses challenges. The balance between material innovation and ecological responsibility needs ongoing reflection. Manufacturers must consider these factors in their production choices.
Applications and Market Demand for ABA Blown Film Products
ABA blown film machines are gaining traction in various industries. The market demand for ABA blown film products has surged in recent years. According to industry reports, the global blown film market is projected to reach USD 10 billion by 2027, growing at a CAGR of 4.8%. This growth stems from the increasing need for packaging solutions that balance cost and performance.
Applications of ABA films are diverse, spanning food packaging, agriculture, and industrial uses. These films offer excellent barrier properties that protect contents from moisture and contamination. Food packaging, for instance, relies heavily on ABA films due to their clarity and durability. Research indicates that 30% of the blown film produced globally is used in food applications. This highlights the essential role these films play in ensuring food safety.
However, the industry faces challenges. Environmental concerns about plastic waste are rising. There is pressure to develop more sustainable alternatives. Some companies are exploring biodegradable materials to address this issue. The balance between quality and eco-friendliness remains a significant hurdle. As consumer preferences shift towards greener options, the demand for innovations in ABA blown film technologies will likely grow.
What is an ABA Blown Film Machine and How Does it Work? - Applications and Market Demand for ABA Blown Film Products
| Dimension | Description | Market Demand (2023) | Key Applications |
| Production Capacity | Measured in kg/hour, indicates the output efficiency of the machine. | 15,000 tons per year. | Packaging films, agricultural films. |
| Material Types | Typically uses polyethylene-based materials (LDPE, LLDPE). | Increasing demand in packaging. | Food packaging, shopping bags. |
| Film Thickness Range | Film thickness can vary from 10 to 200 microns. | Varies with application needs. | Industrial packaging, stretch films. |
| Cooling System | Utilizes air cooling or water cooling methods. | Crucial for film quality and productivity. | High-performance film applications. |
| Market Growth Rate | Estimated CAGR of 4% from 2023 to 2028. | Growing demand for eco-friendly packaging solutions. | Sustainable packaging solutions. |
Industry Standards and Innovations in ABA Blown Film Technology
ABA blown film technology has gained popularity due to its efficiency and versatility. This process involves the use of three layers, enhancing film strength while reducing material usage. The outer layers typically consist of different resins, providing a balance between durability and flexibility. Notably, films produced through this method often demonstrate improved barrier properties against moisture and gases, which is essential for packaging applications.
Industry standards in ABA blown film production are continuously evolving. Innovations focus on energy efficiency and waste reduction. Newer machinery designs aim to minimize material waste during the film-making process. However, there are challenges. Not all manufacturers can meet these standards consistently. Some may struggle with integrating advanced technologies fully. As the market shifts towards sustainability, the demand for responsibly sourced materials grows. This necessitates ongoing education for operators to adapt to these changing expectations and practices.
While the technology offers significant advancements, it is essential to reflect on its environmental impact. Recycling practices and end-of-life solutions still need improvement. Many films end up in landfills, undermining the benefits of this innovative production method. Ongoing discussions about biodegradable options are crucial for future developments in the industry.
